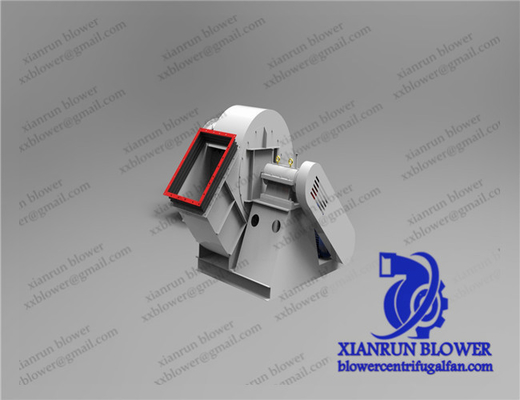
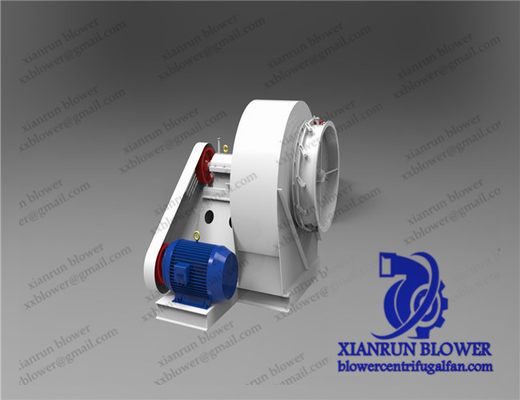
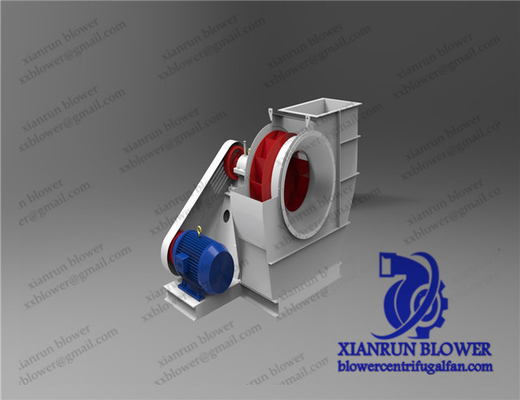
Quạt ly tâm và quạt thổi Máy thổi khí áp suất cao quạt hiệu suất cao Quạt thổi gió công nghiệp Quạt thông gió
Việc vệ sinh, tháo rời và lắp ráp máy thổi ly tâm phải đáp ứng các yêu cầu sau:
1. Tất cả các bộ phận và thiết bị phụ trợ phải được vệ sinh sạch sẽ, bôi mỡ chống rỉ bề mặt mối nối để bảo vệ (trừ trường hợp yêu cầu đặc biệt);
2. Bề mặt chia dọc trung tâm của vỏ không được tháo ra làm sạch (máy có kết cấu xilanh thực hiện theo quy định trong tài liệu kỹ thuật thiết bị).Bộ khuếch tán, thiết bị hồi lưu và hộp chịu lực có thể không được tháo ra trong quá trình làm sạch;
3. Bơm dầu, bộ lọc, bộ làm mát dầu và van an toàn trong hệ thống bôi trơn và hệ thống làm kín phải được tháo ra và làm sạch.Ngoại trừ bộ làm mát dầu, độ dốc của nó có thể không được thử nghiệm riêng.
4.Thiết bị điều chỉnh khí và hệ thống làm mát khí phải được tháo rời và rửa sạch, và việc xử lý áp suất nói chung có thể được kiểm tra;Nếu có yêu cầu đặc biệt, việc thử độ kín phải được thực hiện theo quy định của tài liệu kỹ thuật thiết bị.
Máy thổi ly tâm tìm thời bình cần đáp ứng các yêu cầu sau:
Đầu tiên, khi tìm thấy thiết bị kết nối trực tiếp, mức độ dọc nên được đo trên trục, và mức độ không được vượt quá 0,03 / 1000;Mức nằm ngang phải được đo trên bề mặt của vỏ, và mức này không được vượt quá 0,1 / 1000;
Hai.Khi thiết bị có bộ đồng tốc được tìm thấy, mức thẳng đứng được đo trên cổ trục, và mức đó không được vượt quá 0,02 / 1000;Mức nằm ngang phải được đo trên bề mặt giữa nằm ngang của vỏ dưới (xem Hình V-2.1), và mức không được vượt quá 0,1 / 1000;Sự liên kết của toàn bộ đơn vị thường dựa trên bộ tăng tốc.Điều 32 Khi lắp đặt chân đế hoặc toàn bộ thiết bị, cần đáp ứng các yêu cầu sau: Đầu tiên, phải chọn cặp bàn ủi nghiêng theo kích thước của thiết bị.Đối với thiết bị có tốc độ lớn hơn 3000 RPM, diện tích tiếp xúc giữa mỗi tấm sắt, giữa tấm sắt với nền và đế không được nhỏ hơn 70% bề mặt mối nối và khe hở cục bộ không được nhiều hơn hơn 0,05 mm;Thứ hai, mỗi nhóm bàn ủi phải được xếp thành từng nhóm sau khi lựa chọn, và được đánh dấu để tránh nhầm lẫn;
Iii.Nếu đế được cấu tạo từ nhiều mảnh thì phải kiểm tra vị trí của các bu lông neo như vỏ và bệ chịu lực theo quy định của tài liệu kỹ thuật thiết bị.
Iv.Khe hở giữa khoá dẫn hướng (khoá phẳng ngang hoặc khoá phẳng dọc) trên đế và thân phải đồng đều và phù hợp với quy định của tài liệu kỹ thuật thiết bị.Nếu không được chỉ định, nhiễu trong rãnh lắp ráp phải là 0,01 ~ 0,02 mm;Trong rãnh then trượt tương ứng, C1 + C2 phụ của khe hở giữa hai bên phải là 0,04-0,08 mm, khe hở trên cùng C phải là 0,5-1,0 mm và vít chìm dưới 0,3-0,5 mm dưới A lành.
Khi vỏ ổ trục và vỏ dưới được lắp trên đế, phải đáp ứng các yêu cầu sau:
1. Đối với thiết bị có vỏ chịu lực và vỏ dưới là toàn bộ, nửa thân dưới nên được lắp trên đế, đồng thời, lỗ chịu lực được sử dụng làm cơ sở để san lấp mặt bằng (thiết bị có tốc độ tăng trưởng nói chung dựa trên tốc độ tăng trưởng cho công việc trên);
Thứ hai, ghế chịu lực và vỏ dưới không phải là một trong những đơn vị, ghế chịu lực nên được lắp đặt trên đế, đồng thời, lỗ chịu lực được sử dụng làm điểm chuẩn để san lấp mặt bằng, và mức độ trục khác nhau của thấp hơn vỏ và đường trục trục chính được hiệu chỉnh (đơn vị có bộ gia tốc thường dựa trên bộ gia tốc cho công việc trên);
Iii.Các bu lông kết nối ghế chịu lực với chìa khóa dẫn hướng hoặc hàm neo trên vỏ dưới với đế phải được cố định chính xác.Khe hở giữa bu lông và lỗ vít và khe hở giữa đai ốc và khung cần tuân theo quy định của tài liệu kỹ thuật thiết bị.
Thứ tư, giữa bệ chịu lực và bệ đỡ, hoặc giữa hàm neo của vỏ dưới, bệ đỡ và bệ đỡ, phải được lắp khít nhau, trước khi siết chặt bu lông, hãy kiểm tra khe hở cục bộ bằng nút chặn, và bộ phận bằng tốc độ không quá 3000 vòng / phút không quá 0,05 mm và đơn vị có tốc độ lớn hơn 3000 vòng / phút không quá 0,04 mm.Lưu ý: Khung đề cập đến móng neo của ổ trục hoặc vỏ dưới.
Bề mặt dưới cùng của bộ gia tốc phải được lắp khít với đế và khe hở cục bộ không được lớn hơn 0,04 mm trước khi bu lông được siết chặt.Điều 35 Mặt hồ quang tiếp xúc, khe hở đỉnh và khe hở bên giữa đệm ổ trục và cổ trục phải tuân theo quy định của tài liệu kỹ thuật thiết bị.Nếu không đạt một chỉ số nào đó thì được phép sửa chữa, cạo xước nhưng khi sửa chữa, cạo bỏ ổ trục cần chú ý sửa sai trục giữa rôto và thiết bị làm kín vỏ, tạo khe hở giữa rôto. và thiết bị làm kín phù hợp với quy định của tài liệu kỹ thuật thiết bị (trục ngói nghiêng phải phù hợp với quy định của tài liệu kỹ thuật thiết bị).Điều 36 Giá đỡ bước nhảy hướng trục và hướng tâm của từng bộ phận của rôto (trục quay, bánh công tác, đĩa cân bằng, đĩa đẩy và khớp nối, v.v.) không được vượt quá quy định của tài liệu kỹ thuật thiết bị.Điều 37 Các bề mặt nối của vỏ trên và vỏ dưới phải kín, và giá trị khe hở cục bộ cho phép phải phù hợp với quy định của tài liệu kỹ thuật thiết bị trước khi siết chặt các bu lông.
Trong trường hợp không có quy định, các yêu cầu sau phải được đáp ứng:
Thứ nhất, áp suất làm việc thấp hơn hoặc bằng 10 kg lực / cm 2, khe hở không được lớn hơn 0,12 mm (trừ quạt thiêu kết);Khi áp suất làm việc cao hơn 10 kg lực / cm 2, khe hở không được lớn hơn 0,08 mm;
Ii.Các bu lông kết nối không được bị hỏng.Nếu có chất độn hoặc lớp phủ làm kín giữa các bề mặt mối nối thì phải trám hoặc phủ đều theo quy định của tài liệu kỹ thuật thiết bị.
Khi lắp ráp bộ đồng tốc phải đáp ứng các yêu cầu sau (bộ đồng tốc bánh răng hành tinh được thực hiện theo quy định của tài liệu kỹ thuật thiết bị):
I. Các khe hở của từng bộ phận của ổ trục (khe hở trên, khe hở bên, v.v.), bề mặt hồ quang tiếp xúc và các điểm tiếp xúc trên một đơn vị diện tích phải tuân theo quy định của tài liệu kỹ thuật thiết bị và phải được làm xước khi cần thiết;
Thứ hai, khoảng cách tâm, độ không song song, khe hở răng và điểm tiếp xúc giữa các trục của tổ bánh răng phải phù hợp với quy định của tài liệu kỹ thuật thiết bị;
Iii.Bề mặt khớp nối của vỏ trên và vỏ dưới của hộp số phải khít, và khe hở cục bộ không được lớn hơn 0,06 mm trước khi xiết bu lông, và bu lông nối không được bị thương.Điều 39 Giá trị giao thoa giữa lưng gạch trên với nắp chịu lực (hoặc nắp đệm) và bề mặt tiếp xúc giữa lưng gạch dưới với lỗ chịu lực phải phù hợp với quy định của tài liệu kỹ thuật thiết bị.Nếu không có quy định, giá trị nhiễu nói chung là 0,03-0,07 mm và bề mặt tiếp xúc nói chung không được nhỏ hơn 75%.Điều 40 Khi động cơ, tuabin hơi và tuabin khí được nối với máy gia tốc, máy thổi và máy nén, các trục khác nhau phải phù hợp với quy định của tài liệu kỹ thuật thiết bị.

KTính năng của mắt
Các ứng dụng
- Xi măng
- Nồi hơi công nghiệp
- Sản xuất điện
- Xử lý hóa học
- Hỗ trợ đốt cháy
- Hệ thống làm mát
- Khí ăn mòn
- Máy sấy khô
- Thu gom bụi
- Cưỡng bách
- Khói thải
- Thông gió chung
- Thiêu đốt
- Bản nháp gây ra


 Vietnamese
Vietnamese